欢迎访问开云手机站官网(北京)有限公司!
发表时间:2020-08-11 访问量:
中国技术专业片材机器设备经销商出示双层共挤片材机器设备,合适生产制造对氧比较敏感产品的塑胶包装材料片材,是高阻隔双层共挤挤出片材机器设备。它选用高阻隔环氧树脂生产制造双层共挤片材的方式 来改进汽体高阻隔,处理塑胶包装材料对氧比较敏感产品的储存期不如金属材料和玻璃器皿的难题
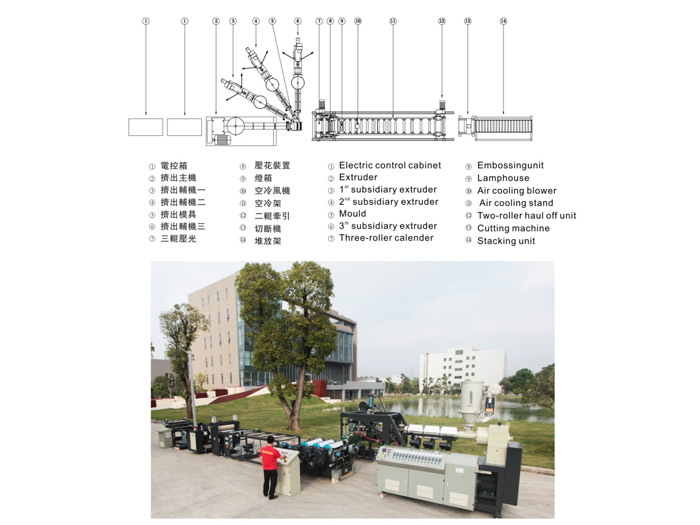
机器设备关键加工工艺线路:薄厚大的一层原材料根据主挤出机(C)加温熔化挤出,历经液压机迅速转网器,到达分配器,与薄厚较小的另多层原材料根据锅炉辅机(A)和锅炉辅机(B)挤出机加温熔化挤出,经转网器在分配器中汇合,稳定进到共挤发动机成形,在三辊粉末压片机定形制冷,再经当然制冷后裁边,片材经牵引带辊送进倒丝机设备,成盘包裝为制成品(C\B\A\B\C片材构造),而裁边废边脚料直接进入破碎机后返回挤出服务器料仓在生产,还可以把边脚料由废边放卷设备收绕成捆。
双层共挤技术性关键是分配器,从A\B\C三台挤出机挤出的PP、AD、EVOH的热融料根据一台分配器,产生PP/AD/EVOH/AD/PP固层,分配器关键是流道设计方案,使PP层匀称地分成一、五层,AD层分成二、四层,EVOH层为内层。分配器流道设计方案有调整叶子,用于调整双层中间的薄厚匀称度,各层的薄厚占比由分别的挤出量来操纵,因为挤出机的挤出量起伏很大,在挤出机后用溶体齿轮油泵来定量分析操纵。处在料管设置溫度下的PP、AD、EVOH的溶体黏度不一样,这会使片材各层横断面的薄厚遍布不匀称,能够 根据在分配器中选用部分打槽的方式 ,提升某点的料总流量来纠正,调整料层正中间处的薄厚。
不一样材料的双层构造在两边边沿一般全是必须开展修整,修整出来的残留中包含了双层的不一样原材料,那样造成 修整后的边角余料不太好回收再利用。以便做到包边条的边角余料的收购 ,根据提升包边条挤出机,更改分配器流道,使两边有包边条流体安全通道,包边条流体安全通道内的流体与复合型层的在出入口汇聚成产品,包边条流体安全通道内的流体包囊在产品的两边边沿,修整边沿时那麼修整出来的边角余料都为流体同一材料,有利于收购 。






